このプロジェクトの最初と最後のノートがリリースされてから6年が経過しました(独自の2ストロークエンジン。CR620レビューに推奨)。その後、金属加工のアウトソーシングに問題があったため、やめました。できない人もいれば、やりたくない人もいれば、無期限にやりたい人もいれば、詳細を返したくない人もいます。そして、私が住んでいる都市は、輝かしい産業の歴史があり、18世紀のペトロフスク産業の中心でしたが、輝かしい過去から、都市の名前に1つのルーツがあり、人口の約数パーセントを雇用するいくつかの事業企業があります。そして今では、工場の人があなたのためにそのようなことをするように同意することができたのは、90年代でも00年代でもありません。後で学んだように、今では彼らは入り口に仕事とチェックポイントを持っています-名目上の。彼らが横たわっている、作られていない、新しい場所の探索などの詳細の転送を伴うこの全体の話は、数年間続いた。それが判明しました親のダーチャの小屋の近くで複雑なアルミニウム鋳造物を鋳造することができたが、それを処理することは最初は問題のようには見えなかった-いいえ。

同時に、大学のワークショップのマスターに会いました。マスターは、最初は監督下にあり、次に彼自身で、機械での作業を許可してくれました。唯一の残念なことは、マシンがベンチトップよりもわずかに大きく、私のキャスティングがそれらに収まる機会がなかったことです。しかし、ARSSRで評判が疑わしい工場で製造されたものであるにもかかわらず、私はそれらの小さな部品を販売用に作り、工業用グレードの旋盤でお金を稼ぎました。

私が何かをすることができる敷地から、私の親のダーチャとガレージシェルに3x3mの納屋がありました。ある場所では別の光の中で場所はありません。電気の問題はもっと簡単だと判断し、マシンをガレージに移動しました。そこで私はそれを洗い、分類し、そしてそれを研究しました。 10m離れた茂みとプライマーを通して反対側の協同組合に電気があるように思われるでしょう。私は会長に連絡し、彼の協同組合から電力を購入する権利のすべての料金を支払うように彼に頼みました。彼は断固としてそれに反対した。フェイル。私はまた、年金受給者の隣人を説得することができませんでした。フェイル。自動車の保管と修理のために友人とガレージを借りるというアイデアがありました。彼らは広告を呼び、見に行きました、そして毎回、建物の所有者とのコミュニケーションは機械の設置の質問の後で終わりました。フェイル。プロジェクトは通常通り来年に延期されました。
来年の夏の終わりまでに、私は明らかに、田舎の鋳造所の廃棄物の山で両親をとても疲れさせました(私の意見では、彼らは田舎の風景をよく薄め、彼らから数メートル以内の草を刈ることを取り除きました)、彼らは私に家の近くのガレージと電気を買うことに決めました、すでに壁に沿って3つのフェーズがあります。そこでようやく旋盤が動き出し、2。5年の暴露でシリンダー鋳造の加工を開始することができました。
最終的に鋳造品を処理したとき、私は別の問題に遭遇しました:ICEシリンダーに超硬ガルバニックコーティングを作成し、コーティング専用のシリンダーを設計した人と合意しました、そして時間が経つにつれて、その人はすでにこれをやめたか、単にそれをしませんでしたが、他の人は彼らはそれを高価にしたか、あるいは彼らはどういうわけか答えで非常に疑わしく混乱していました。また、スプールウェルは縦型になっているので、自分の生産拠点がなかったので、設計時には技術者のようには思えませんでした。私はこれらを自分で扱うことができず、シリンダーが6か月間ぶら下がっている側にそれを渡しました。それでプロジェクトは立ち上がった、私は夏までにそれを終わらせたかった、それは決して起こらなかった、そして今再び。鋳鉄製のスリーブを作る必要がありましたが、その時までに多くの新しいアイデアが蓄積され、4年前のプロジェクトは時代遅れになり、それを引きずる気はありませんでした。したがって、このブランチは永久に停止しました。

シリンダーの新しいバージョンは冬に準備されました。プロジェクトの年代を数えることができるのはこの瞬間からです。その際立った特徴は、「機械化」の豊富さです。つまり、排気チャネルに2つのバルブがあり、パージチャネルにスプールがあります。
2ストローク内燃焼エンジンのパワーバルブについての小さな理論から始めましょう。
前書き
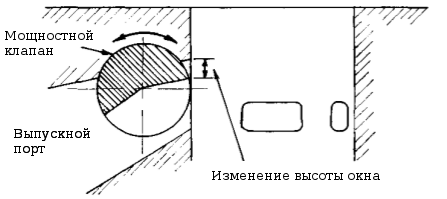
現在まで、クランクチャンバーブローを備えた2ストロークエンジンは、排気ポートのセクションおよび/または位相を制御するために使用されています。これらのシステムは、滑らかな電力曲線を提供します。出口ポートの位相または断面の変更は、出口チャネルにあるフラップを使用して実行されます。その位置はクランクシャフトの速度に依存します。ダンパードライブは、空気圧式、機械式、または電気式にすることができます。たとえば、Yamaha TZ500モーターサイクルの高rpm、約10500 min-1では、排気フェーズは202度、低rpmでは約180度です。図はヤマハパワーバルブの設計を示しています。
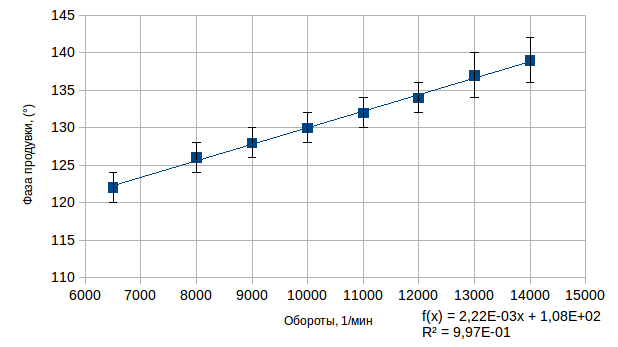
出口に関しては、パージの場合、パージストリーム内のガス速度、出口からの新鮮な混合物の損失、およびパージ中に供給される新鮮な混合物の量の間の妥協により、最適なパージ段階のrpmへの依存性もあります。下のグラフからわかるように、この依存関係は線形です。
出口ポートとは対照的に、パージチャネルは、水平および垂直の出口角度によっても特徴付けられます。5チャンネルのブローダウンの場合、通常、ゼロ以外の異なる水平角度が4つ、垂直角度が5つ(1〜4チャンネルに2つ、5番目に1つ)得られます。
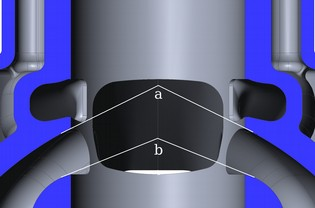
パージポートの水平角:A、B、C、D

メインパージチャネルの垂直角度
これらの角度は、特徴的なパージループを取得するために必要です。このブロー方法はループブローと呼ばれ、エンジンの可動部品の数を増やして設計を複雑にすることなく、排気ガスを最も効率的に除去します。したがって、現在、2ストロークディーゼルを除くすべての2ストロークエンジンでのみ使用されています。パージ通路の出口角度が重要であるため、出口を制御するために使用される方法は適用できません。それらは、パージチャネルに不要な乱流を作成するか、その出口角度を変更するためです。
著者[A.グラハムベル。 2ストロークパフォーマンスチューニング。 Haynes Publishing、1999。]は、パージ中に自然周波数振動が発生すると主張しています。:
どこ:
、パージチャネル中の音速-
-アカウントにパージチャネルの容積をとることなく、クランク室の容積。
-発泡チャネルの平均長。
-発泡チャネルの平均断面積。
は、チャネルの平均断面積の幅です。
-チャネルの平均断面の高さ。
表現考慮パージ流路の入口の影響をとる改正です。
この自然な周波数、、次の値と等しくなければなりません。
どこ:
はエンジンのクランクシャフトの回転の清浄度です。
-パージ段階。
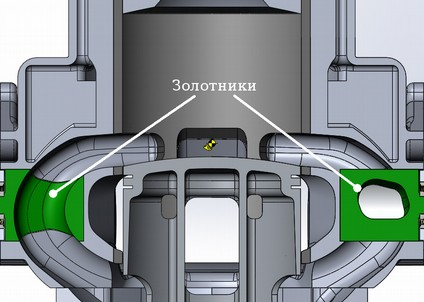
したがって、式(2)から、パージ中に発生する振動の固有周波数はエンジン速度に正比例しますが、式(1)の右辺はクランクシャフト速度に依存しません。したがって、パージは狭いrpm範囲でのみ最適に機能し、動作範囲を拡大するには、式(1)の右辺にrpm依存性を追加する必要があります。これを行う最も簡単な方法は、パージチャネルの平均断面積の回転数への依存性を導入することです。パージチャネル内のガス流に望ましくない渦を導入しないために、それらの数を変更することによってパージチャネルの断面を変更することが望ましい。たとえば、一部のパージチャネルを閉じるスプールを使用します。このプロジェクトの枠組みの中で、追加のパージチャネルをスプールでブロックすることが提案されています。
: ,
このソリューションの影響は、SolidWorks FlowSimulationソフトウェアパッケージのブローダウンのコンピューターシミュレーションを使用して調査されました。パージは、パージチャネルへの入口と出口チャネルからの出口の間の一定の圧力差で実行されます。ピストンは静止していて、下死点にあると見なされました。吸気と排気のプロセスは考慮されていません。圧力差は、下死点と上死点のピストン下の体積の差から選択され、0.6 kg / cm2でした。上記の仮定により、この定常近似の計算結果は、定量的評価なしで定性的と見なすことができます。たとえば、排気プロセスとパージプロセスを時間または空間で分離することは不可能です。これは、クランクチャンバーブローを備えた2ストロークエンジンのコンピューターモデリングの主な難しさです。
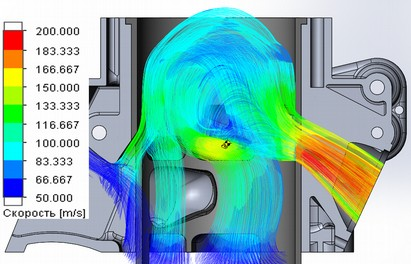
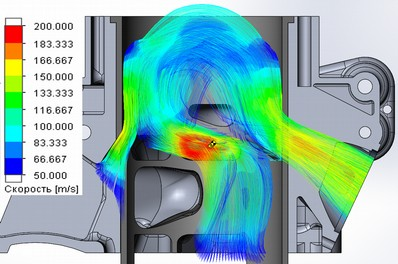
図は、スプールを閉じると、流量の分布とパージループのタイプに大きく影響することを示しています。追加のチャネルを閉じると(3チャネルモード)、パージプロセス中にガス速度が増加し、パージループがより顕著になり、出口ウィンドウから離れます。これにより、新しい混合物の損失が減少します。出口ポートを通過し、残留ガス比を低減すると同時に、3チャネルパージ中のパージチャネルの出口での高流量は、エンジンを通るガスの流れを制限するボトルネックの存在を示し、したがって高回転での出力を制限します。 5チャンネルモードの場合、ガスの混合を大きくする必要があります。つまり、残留ガスの係数は増加しますが、同時に低速が観察され、排気チャンネルが「ボトルネック」になります。これにより、新鮮な混合物の損失が減少します。
2000 ( )
2000 ( )
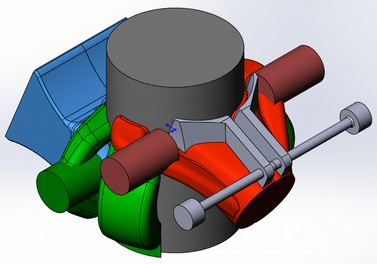
パージチャネルのスプールに加えて、両方のシステムの共同動作をチェックするために、アウトレットチャネルにパワーバルブ(MC)を取り付けることが計画されています。セクタースプールの形のバルブは、MKアクチュエーターに最適です。これは、作動ストロークの全範囲でこのようなパワーバルブのフラップのエッジがシリンダーの作動面に可能な限り近い(つまり、小さな回転角度では、バルブのエッジ上のポイントへの移動の軌道が直線に近い)という事実によるものであり、下の位置だけではありません。円筒形のスプールまたは傾斜したゲートの場合。さらに、このようなダンパー設計では、ゲートダンパーがシリンダー軸に平行に移動するため、背後に強い渦が発生することはありません。
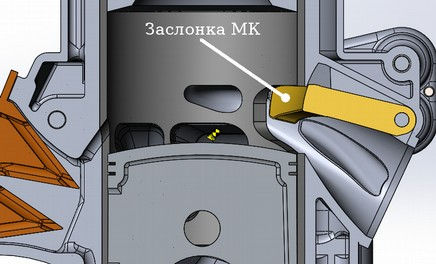
下降状態のパワーバルブフラップ(MK)
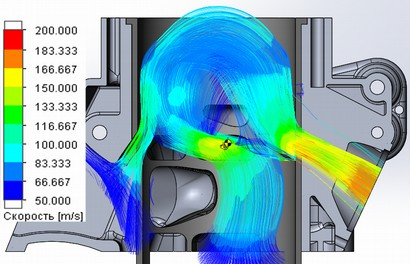
追加のパージチャネルと下げられたMKダンパーの閉じたスプールでパージします
モデル開発
Kawasaki KX500、Honda CR500、Yamaha YZ490、CZ 514モーターサイクルのシリンダーの調査中に得られた情報(表)に基づいて、パージフェーズと排気フェーズはそれぞれ125度と186度に等しく選択され、パワーバルブは完全に閉じられ、排気フェーズは156°に減少します。パージチャネルの数は5に等しく選択され、出口は2つのメインウィンドウと2つの追加ポートからのものです。花びら弁が入口に設置されました。
| ピストンストローク、mm | 接続ロッドの長さ、mm | 出口の高さ、mm | パージウィンドウの高さ、mm | リリースフェーズ、度 | パージフェーズ、度 | |
|---|---|---|---|---|---|---|
| ホンダcr500 | 79 | 144 | 34 | 15.5 | 180.1 | 119.5 |
| ヤマハYZ490 | 82 | 137 | 37.8 | 16.8 | 188.5 | 123.7 |
| セゼットタイプ514 | 72 | 130 | 32 | 17 | 183.4 | 131.5 |
| カワサキkx500 | 86 | 145 | 36.5 / 40 | 17 | 180.1 / 189.3 | 121.3 |
| CR724プロジェクト | 79 | 144 | 26/36 | 17 | 156 / 185.8 | 125.3 |
注:セルにアウトレットウィンドウの高さまたはリリースフェーズの2つのパラメーターが含まれている場合、最初のパラメーターはMCが完全に閉じた状態を指し、2番目のパラメーターは開いた状態を指します。
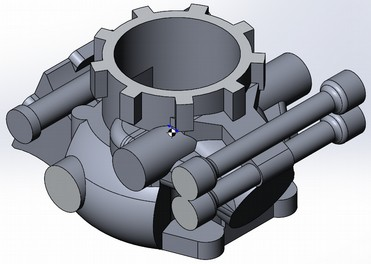
シリンダーに結合されたベースエンジンの要素を測定した後、ガス分配チャネルとそれらに関連する空洞の3次元ソリッドモデルが作成されました。すべての図面は、SolidWorksソフトウェアパッケージを使用して作成されました。
ガス分配チャネルのソリッドモデルチャネルのソリッドモデル
から始めると、厚い鋳造スポットの数を最小限に抑え、その重量を減らすことができます。次のステップでは、壁の厚さが4〜6 mmで、下部の取り付けフランジを備えたシェルがチャネルモデルの周囲に作成されました。
チャネルモデルカットアウト
のないチャネルシェル冷却ジャケットは、チャネルシェルの周囲に2番目のシェルを構築し、ホットスポット(シリンダーの上部と排出チャネル)の両方のシェルの間に6〜10mmの距離が残るようにすることで得られました。冷却管のシェルの肉厚は約4mmです。冷却ジャケットへの入口は、出口チャネルの下のシリンダーの下部とパージチャネルの上端の上にあり、ジャケットはシリンダーの全周を覆っています。また、この段階で、ガス分配カバーの平面と吸気および排気フランジが構築されました。
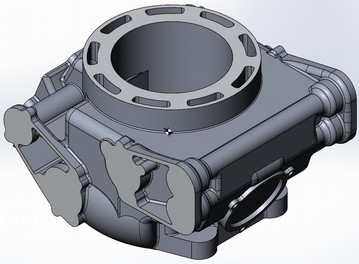
チャネル
モデルのカットのないシリンダーのソリッドモデルシリンダーモデルは、前の段階で取得されたチャネルモデルから差し引くことによって取得されるため、チャネルモデルはキャビティを形成します。さらに、取り付け穴、ベアリングランディング、ライナーのマーキングが行われました。これでシリンダーモデルの構築は完了です。
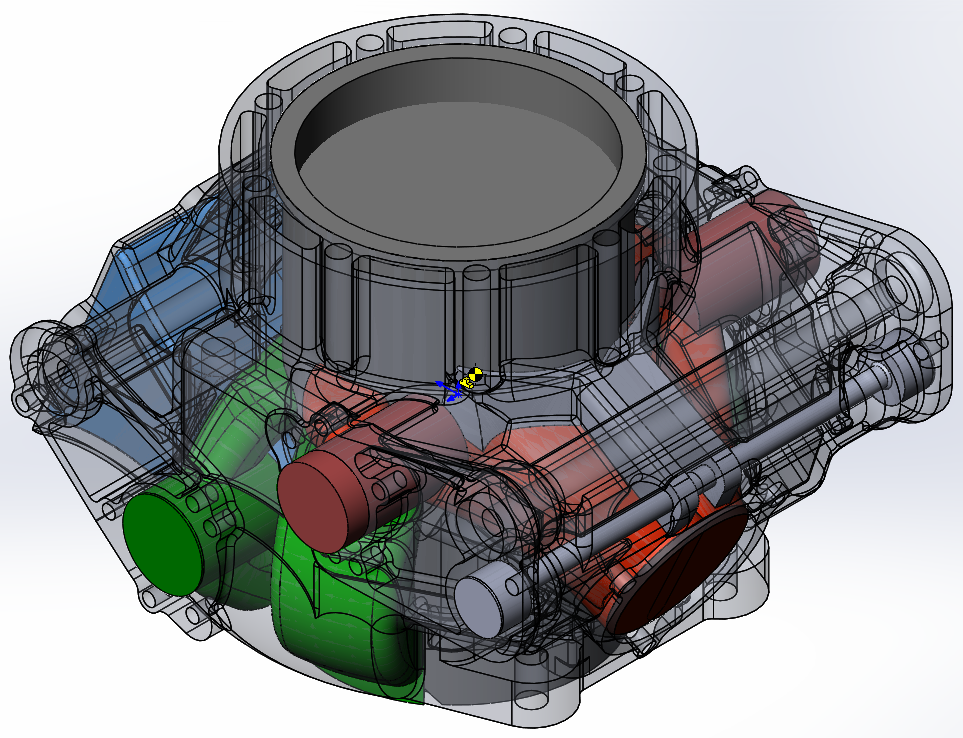
ライナーとスプールの構築は、対応するソリッド「ブランク」からチャネルモデルを差し引くことによって同じ方法で実行されました。
結局、たくさんのテキストがあったので、シムのためにこの部分を終了します。次は、鋳造設備の製造とシリンダー鋳造の実施について説明します。
次のパート: 独自の2ストロークエンジン:サンドボックス、イースターケーキ、10kgの溶融金属