私たちのホームワークショップには、デジタル読み出しデバイス(DRO)を備えたJetGBH-1340A金属旋盤があります。コンピュータ制御なしでは、部品の種類によっては高精度での製造が非常に難しいため、CNCを追加する可能性について長い間議論してきました。この記事では、間違いやそれを回避するための推奨事項など、このプロセスで得られた経験について説明し、最初の組み立てから最終結果までのプロセス全体を詳細に明らかにします。
トレーニング
それにもかかわらず、私たちはある程度の先延ばしでプロジェクトに取り組みました。最初から、Tormach 770フライス盤で見つけたものに基づいて、スピンドルVFDコントローラー、NEMA 34ステッピングモーター、および機械軸ドライバーを選択しました。また、インターネット上でCNC制御用のパラレルポートインターフェイスボードも見つけました。すべてのスペアパーツを選択するための主な基準の1つは安価でしたが、最終的には過払いになりました。ことわざにあるように、けちは二度支払う。
詳細が到着し、他の活発なプロジェクトが多数あるため、約1年間保留されました。これを時々使用して、いくつかの測定を行い、ステッピングモーターの特定の配置について考えました。Jetのスピンドルモーターの突然の故障により、私たちは計画の実施に完全に戻ることができました。その時、準備した部品をすべて取り出して、本格的に手直しを始めました。
一般的なプロジェクトの概要
費やした時間:多くの週末
難易度:高度な
費用:$ 2,500- $ 2,800
資料(編集)
- デジタル表示装置(DRO)を備えた金属加工機。
- 三相非同期モーターマラソン#145THFR5329 / $ 500、燃え尽きたスピンドルモーターの代わりに立った。
- - Emerson Commander SK / $450;
- LPT-, C11G CNC4PC.com / $68;
- NEMA 34 (2 .) X- Z-, Model 34HS38-3008S / $110 ;
- (2 .) GeckoDrive G213V / $150 ;
- Linux ( linuxcnc.org). Pentium 4;
- ( ) Roxburgh ;
- - 40″ / $225;
- (4 .);
- (2 .), Tormach 770 ;
- (2 .), , Amazon $5 $50 ;
- , , 24″×16″×10″;
- 電源、保護シャットダウンなどのスイッチ。
- ワイヤー:12ga、14gaおよび22ga;
- リレー、スイッチなど。機械の分解された部品から;
ツール
- CNCフライス盤、エンドミル、ボーリングバー、モーターマウントを加工するための旋削工具。
- ドリル、ドライバー、レンチ、ワイヤーストリッパー、クリンパーなど。
- はんだごてとスズ。
再構築プロセス全体は、次の3つの段階に分けられました。
- メカニズム自体の変更。
- コントロールユニットの組み立て。
- 制御PCのインストールと構成。
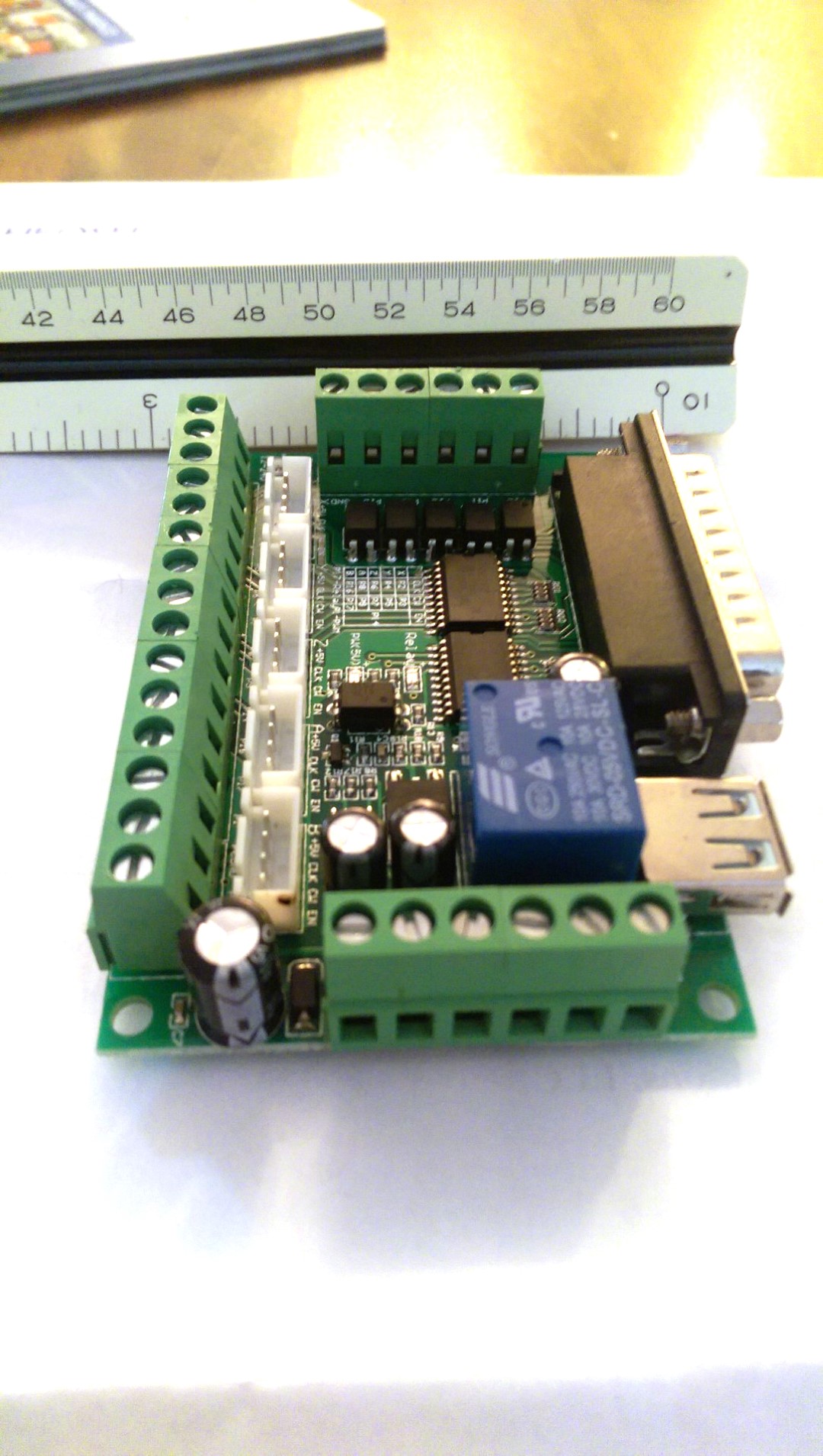
LPTポート管理ボード/インターフェースボード
機械の改造。パート1

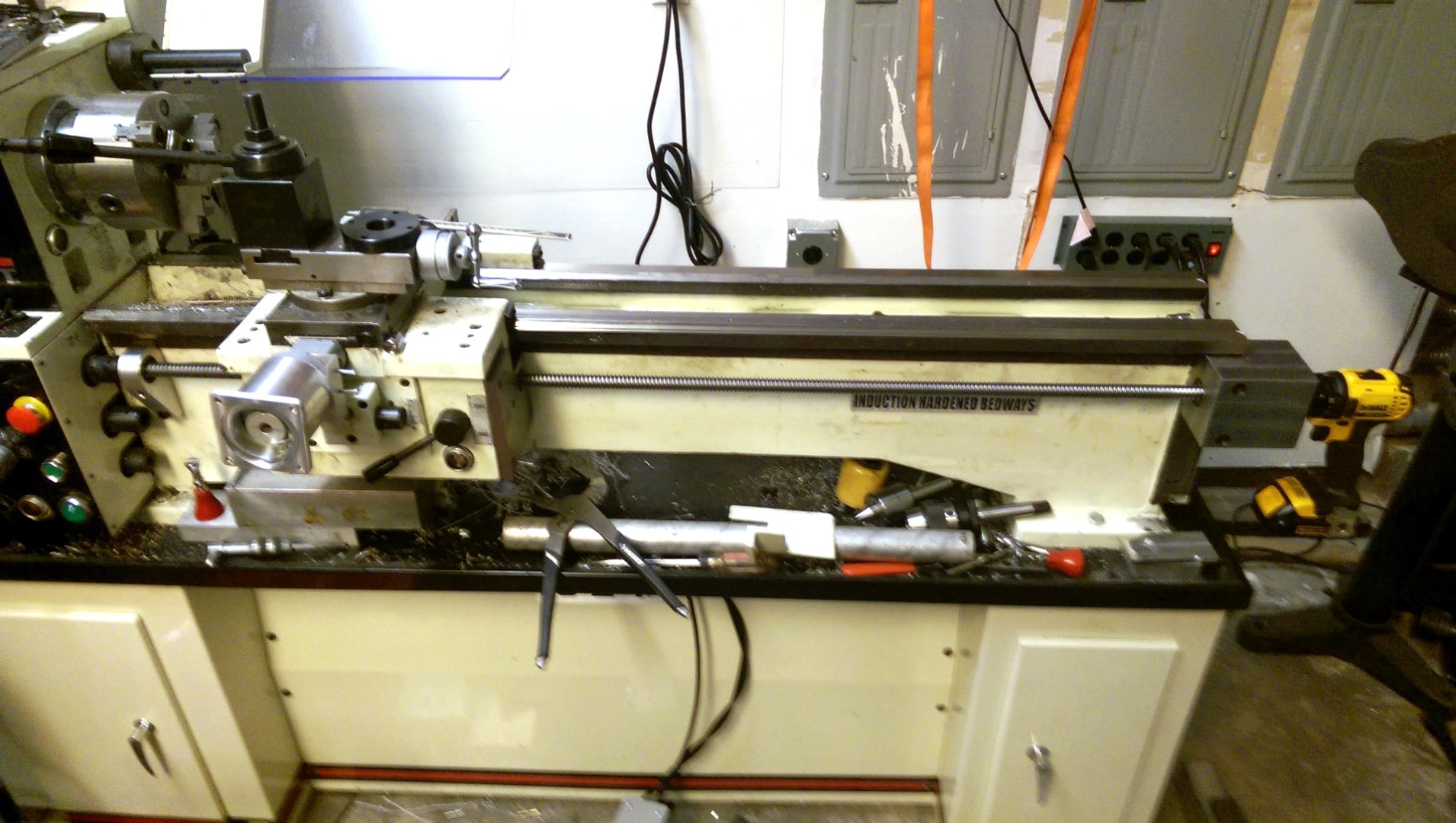
アップグレード前の金属用40 "マシン
このマシンには、次の特性があります。中心間の距離が40"で、ワークピースの最大直径が13 "です。デフォルトでは、スピンドル速度はスピンドルの後ろにあるギアボックスを介して制御され、230V単相モーターによって駆動されます。ギアボックスを変更する必要はありませんでした。最適なトランスミッション設定を選択しただけで、CNCを使用する場合、速度制御は周波数変換器のコントローラーによってすでに実行されています。実際、元の単相モーターの故障は、三相アナログに置き換えることでより多くのことが得られたため、私たちの手に渡っただけでした。 より高度な制御が可能になり、最大回転速度を2倍にすることが可能になりました。これは、モーターが停止した場合は1,750rpmでした。最良の部分は、周波数変換器が220Vを1相から3相に変換できたことです。元のコントロールボックスはマシンの背面から取り外され、そのコントロールリレーの一部は他の部品とともに新しいものに移行されました。

最初のZ軸モーターサポートのフライス加工
切削工具を保持するキャリッジは、Z軸に沿った動きを制御するために2つのオプションを想定していました(旋盤では、Z軸は左から右に移動し、X軸は横送り軸です)。一般切削用の主送りねじと、ねじ切りスピンドルと同期して回転する2番目の送りねじがあります。両方のネジは単一のギアボックスによって駆動され、キャリッジ自体のコントロールレバーを使用してキャリッジを移動するために使用されます。タッピングねじと一次親ねじを制御するシャンクを取り外すことにしました。これにより、反対側の端に配置され、ベルト付きのプーリーで固定されたステッピングモーター(SM)を使用して、主親ねじを駆動することができました。メインスクリューは、キャリッジ1 "を動かすのに、50回転強しか必要としませんでした。精度をある程度制御できること。
Z軸モータードライブの最初のバリエーション
CNCフライス盤を使用して、自動車の発電機がベルトに張力をかけるために取り付けられているように、スイベルの旋盤にボルトで固定されるモーターサポートを作成しました。

クロスフィードの交換:X軸メインハンドル
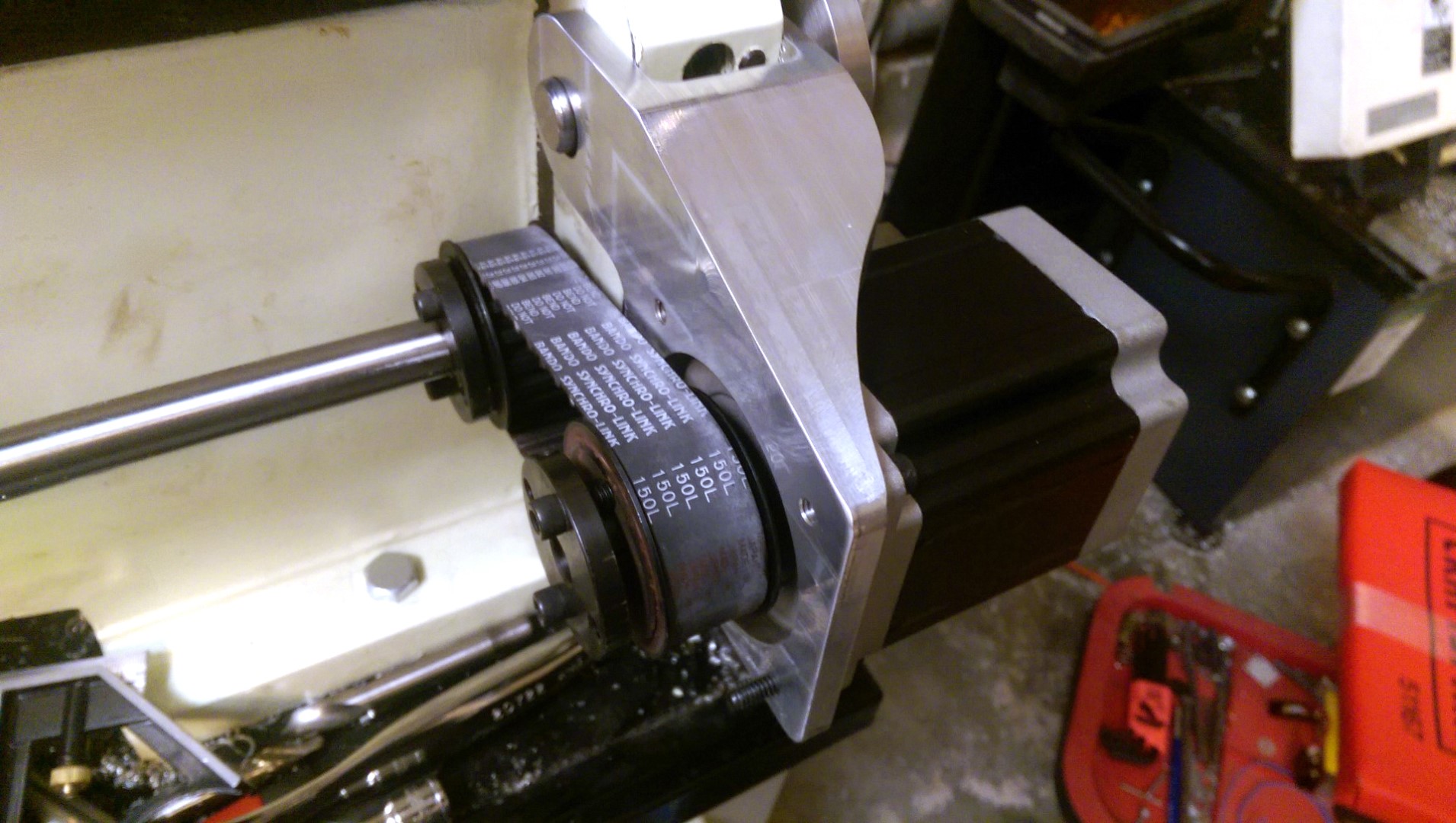
X軸、つまりクロスフィードの場合、ステッピングモーターからのダイレクトドライブが当然の選択でした。機械からハンドルを取り外し、別のアルミニウムサポートをフライス加工しました。剛性を和らげるために、送りねじをカプラーを介してステッピングモーターに接続しました。
クロスフィードモーターアセンブリ:新しいX軸ステッピングモーター
旋盤の心押し台には何の変更も加えていません。コンピュータがX軸とZ軸ですべてのハードワークを実行している間、手動制御下にとどまります。
コントロールユニットの組み立て
元のユニットは小さすぎて、マシンの操作に必要なすべてのコンポーネントを保持できませんでした。そのため、すべてにぴったり合う24″×16″×10″のケースを注文しました。10インチの深さはおそらくやり過ぎでしたが、冷却ファンとスイッチを側壁に取り付けるための十分なスペースを提供しました。同時に、ケーシングは、機械の背面に取り付けられているため、落下することなくモニターを保持できるほど十分に剛性があることが証明されました。
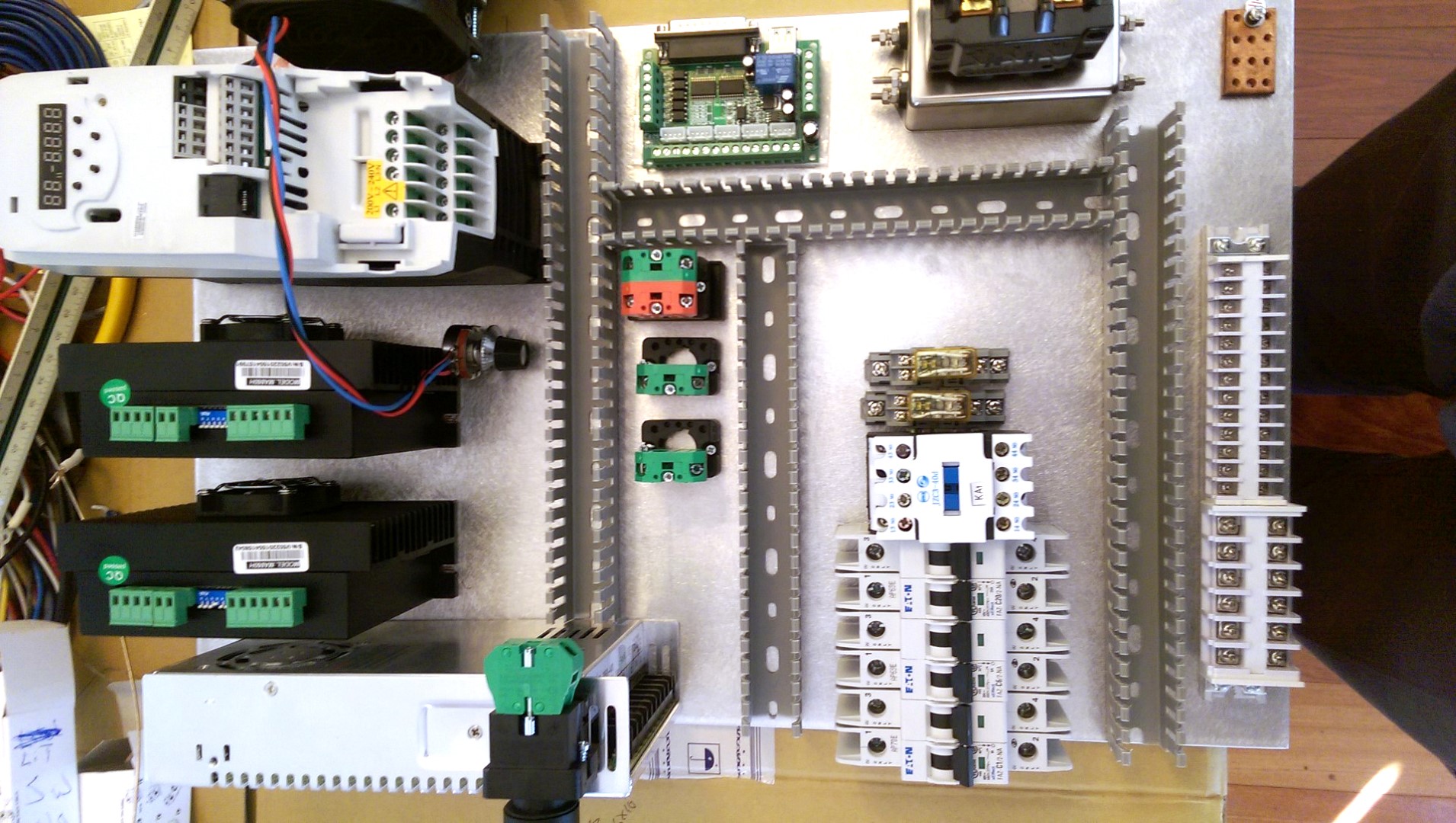
コントロールの場所
すべてのコンポーネントを1/8インチのアルミニウムシートに固定しました。このシートは、簡単にアクセスできるようにケースから取り外すことができます。そうすることで、彼はヒートシンクとしても機能しました。スピンドルの手動制御の要素については、シートと本体に対応する穴を切り取ります。
配線配線
ケーブルの絡まりを防ぐため、スロットが開いたケーブルダクトを追加しました。
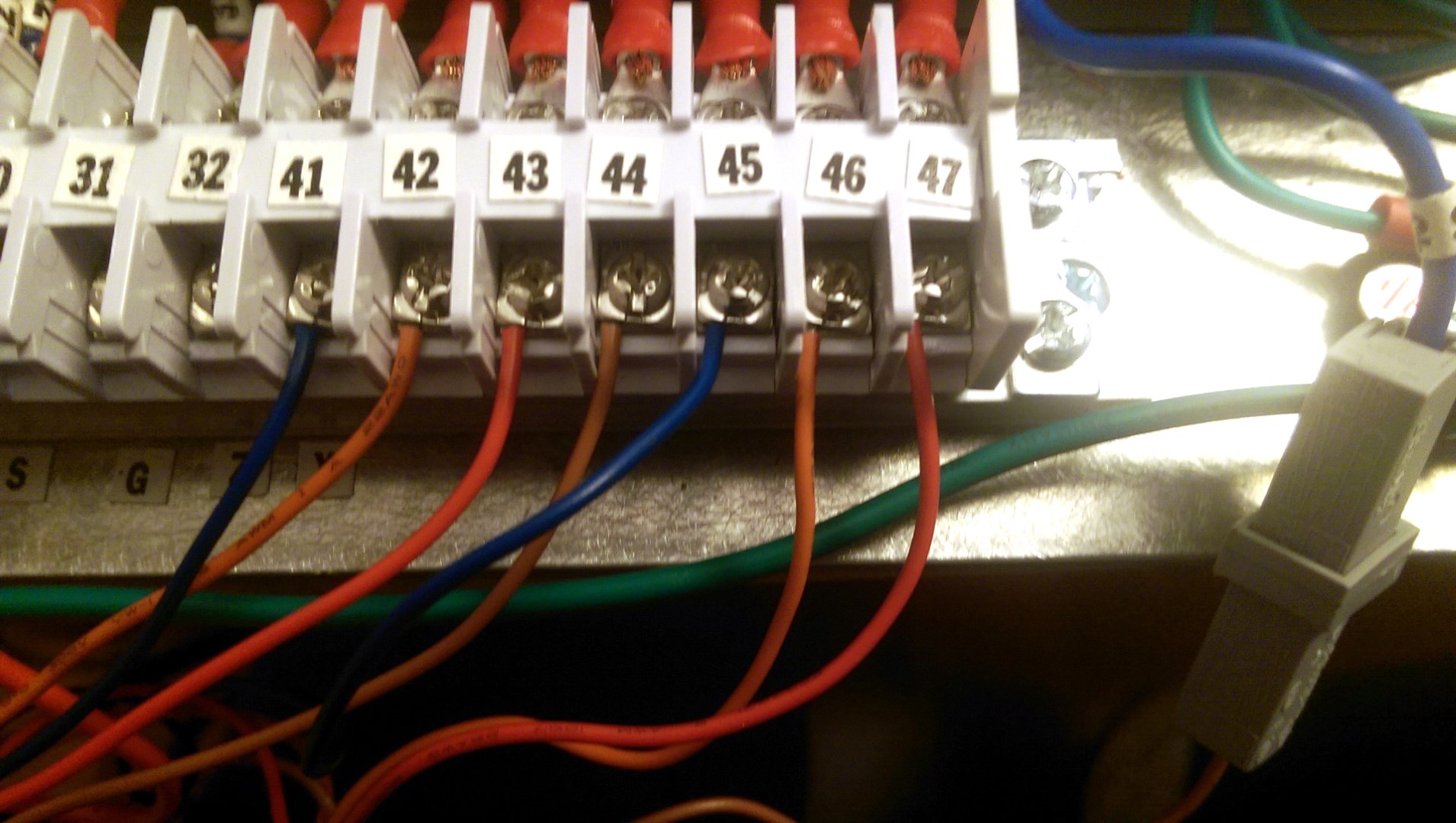
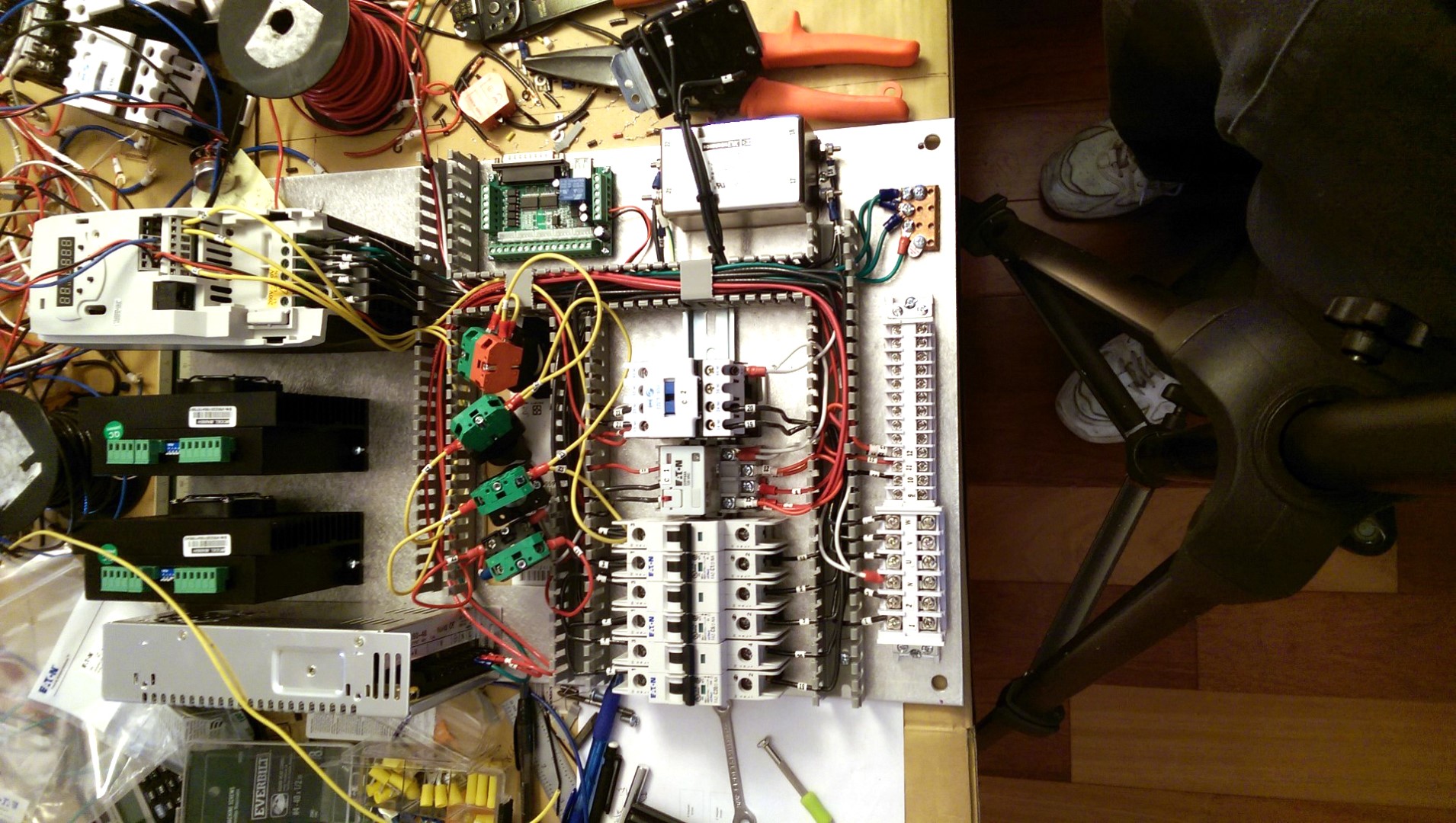
注意深くマークされた接続
プロセス全体を通して、ダイアグラムはVisioで処理され、すべての接続に注意深く番号が付けられ、ワイヤの両端に一致するようにマークが付けられました。

組み立てられたコントロールボックス(スタンの頭が内側にある)
コントロールボックスが組み立てられました。最初のテスト
コントロールユニットを組み立てるプロセス全体は約60時間かかりました。
コントロールPCのセットアップ
多くのCNCプロジェクトは、デバイスを制御するためにパラレルポートを使用していますが、最新の高性能ハードウェアを使用していないことがよくあります。まず、最新のPCの多くはパラレルポートを備えていません。さらに、最新のプロセッサの多くは、ソフトウェアで適切に動作するように最適化されていますが、ビットバンギングテクノロジを使用したI / Oポートの直接実装には効果がありません。時間に敏感なハードウェア制御... USBは負荷を軽減するため、これはプリンターを制御するPCにとっては問題ではありませんが、CNCルーターの場合、ハードウェア/ソフトウェアの構成が正しくないと、カットが数万分の1になる可能性があります。 Gコードが指している場所..。(たとえば、ステップが欠落しているため、翻訳者のメモ)。
幸い、基本的なCNCソフトウェア機能のテストリストがあるので、見つけるのははるかに簡単でした。 Pentium4プロセッサとLinuxCNCOSを搭載した古いDellOptiplexを選択しました。これらのPCのうち2台(スペアパーツ用に1台)を地元の中古コンピューター店で1台30ドルで購入することに成功しました。
LinuxCNC非常に幅広い制御オプションを提供し、PC愛好家コミュニティによって十分にサポートされています。ウェブサイトの指示に従って、LinuxCNCをインストールするのは非常に簡単であることがわかり、このOSは私たちの古いPCで完全に動作しました。 StepConfの助けを借りて、パラレルポートの個々のピンを任意の方法で構成することができました。ただし、結局のところ、制御デバイスを購入する前にLinuxCNCを構成することをお勧めします。これは、このOSがいくつかのタイプの機器にプリインストールされた構成を提供し、その一部は最初の購入時に単に知らなかったためです。
これはすべて長くはかからず、魔法の煙が現れなかったことを除いて、キーが押されたとき、LPTポートのボードはすでにクリスマスツリーのように輝いていました。そして、すべてが明確に見えましたが...何も機能しませんでした。
けちは二度支払う
それでも、何も機能しなかったと言うのは公平ではありません。一部のコンポーネントが実際に正しく機能しているというヒントがありました。SDの1つは、1つの鈍い音で方向転換するコマンドに応答しました。このエンジンのドライバーは、この時点まで緑色のLEDを持っていましたが、その後は赤色に切り替わりました。別のステッピングモーターの運転手は、電源が入るとすぐに赤く燃え上がり、サウロンの目のように私たちを見つめ続けました。
すべての配線を見ました。ガスケットのバージョンをTormachのバージョンと比較しました。ここでは問題はありませんでした。そして、借りたオシロスコープを使ってCNC制御盤の出力をチェックした後、最初の問題が見つかりました。出力信号電圧が、ステッピングモータードライバーが必要とするレベルの半分にしか上昇しなかったということです。 20ドルで購入したボードはただのゴミであることが判明しました。今回は無駄を省くことにし、別のサイトで99ドル相当の別のボードを見つけました。彼女が到着すると、彼女は別のサイトCNC4PC.comによってマークされていることが判明しました。しかし、それはまた、6つの改訂によって最新の提案されたバージョンに遅れをとっていました。このボードは十分な電圧を提供し、モーターがより良く機能することを期待していました。しかし、彼らは黙っていました...
自社のコントロールユニット用に購入したものの多くは、既存のフライス盤のサンプルから選択されたものであることはすでに述べました。これらのステッピングモータードライバーは、それと同じMA860Hモデルでした。そこで、このルーターの修理の請求書を想像しながら、疑わしい部品を取り付けて交換し始めました。ステッピングモーターが最初で、私たちの安心のために、両方ともうまく機能しました。彼らの運転手は次にチェックされました、そして今彼らのどれも機能しませんでした。サウロンの目は私たちを罵倒し続けました。それが私たちのジョイントであると疑って、私たちは同じモデルのドライバーをさらに数人注文しました。両方とも到着するとすぐに無力化されました。 1つはフライス盤での作業をまったく拒否し、2つ目は回転を提供しましたが、一方向のみでした。明らかに、これらのドライバーは信頼できるソリューションではありませんでした。
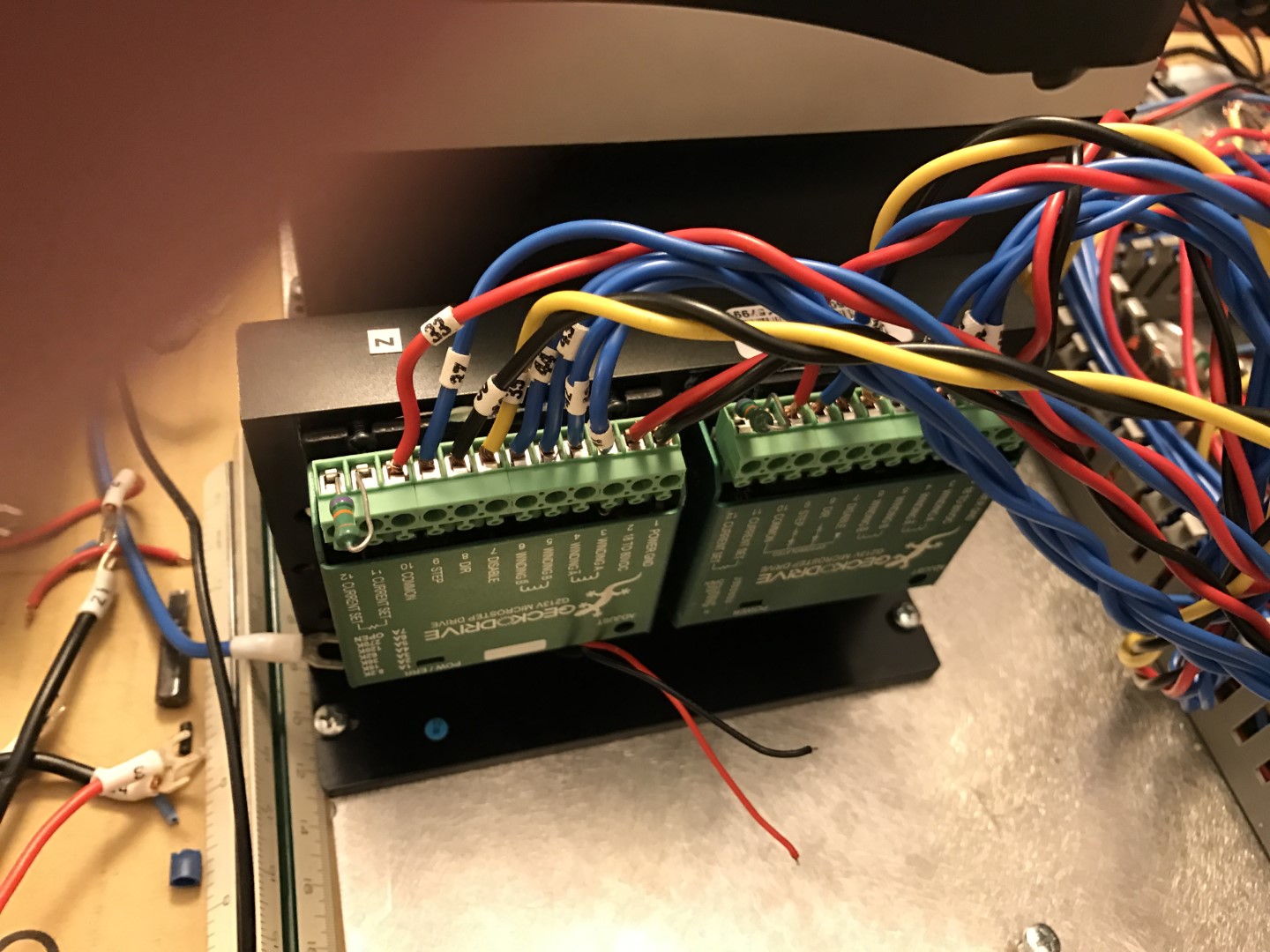
フランケンシュタインエンジンドライバー:動作しないドライバーのフレームワークにインストールされた新しいGeckoDrives
インターネット上の情報を詳しく調べた後、私たちは期待を完全に満たすGeckoDriveモデルを思いつきました。これらのボードは箱から出してすぐにうまく機能し、以前は安価なドライバーが1人いた同じフットプリントに完全に収まります。これらのボードに適切に通電すると、熱放散が必要になりますが、デフォルトでは装備されていませんでした。残りの機能しないアナログには、ヒートシンクとファンが装備されており、それが唯一の機能部分であることが判明しました。結局、GeckoDriveボードをデッドドライバーの空のフレームに組み込んだだけで、2つの問題を一度に解決できました。
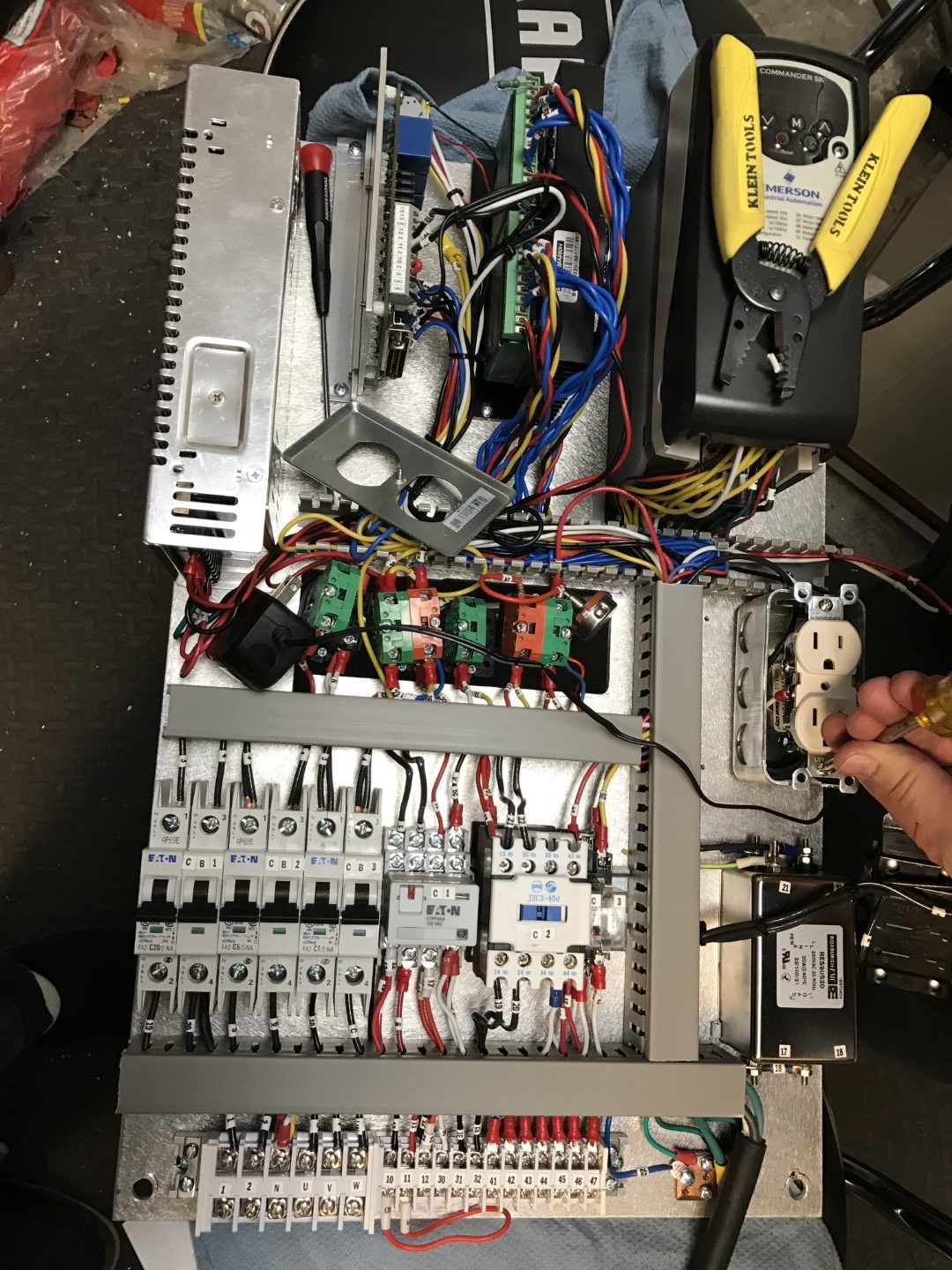
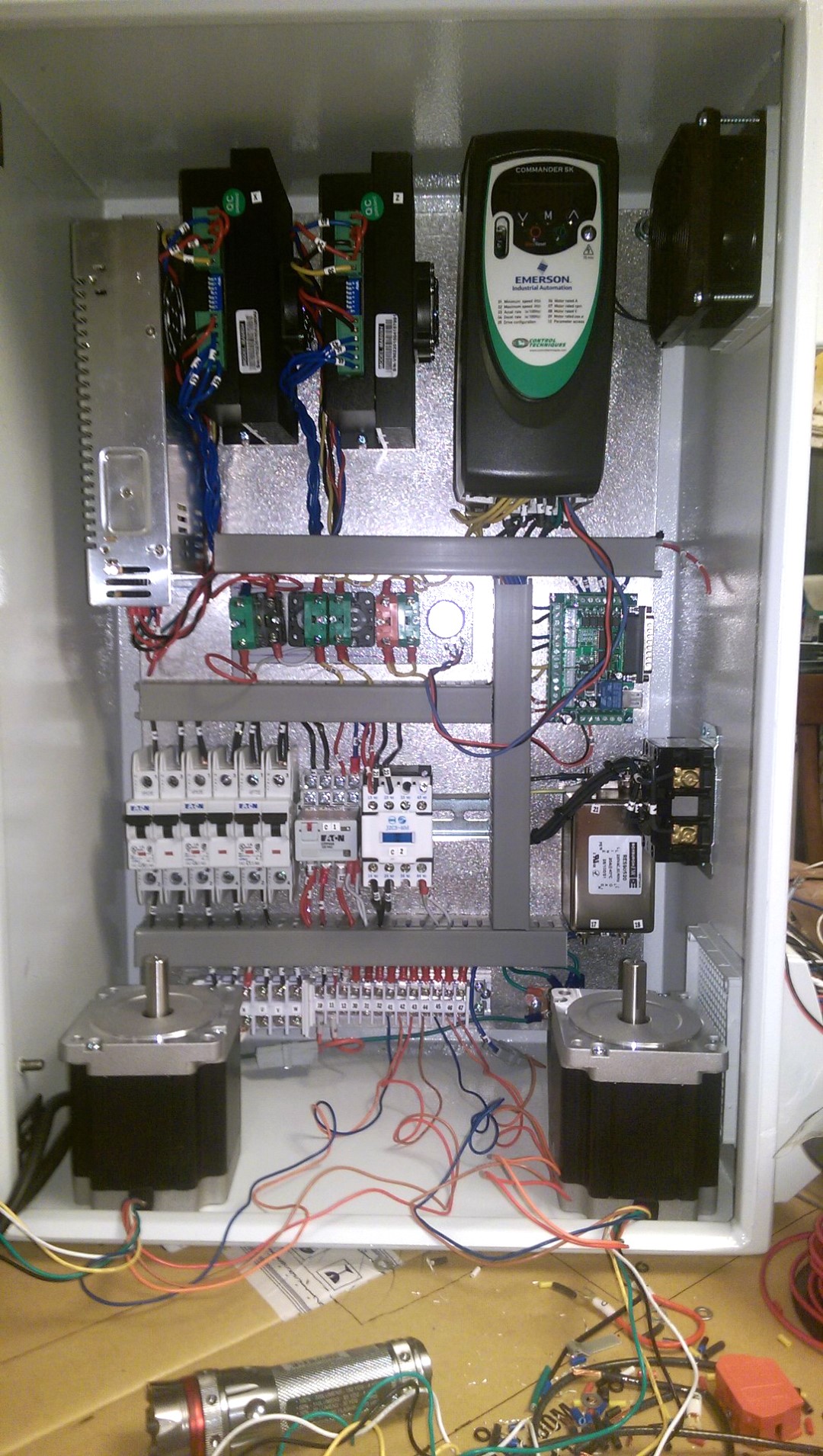
完全な制御部品ですが、まだ収納されていません
新しいインターフェースボードは元のインターフェースボードよりもはるかに大きく、元のステッピングモータードライバーの1つを交換できるようになりました。
ドライバーに関する簡単なメモ:ドライバーはアナログとデジタルで提供されます。あなたは仕事でそれらを比較するYouTubeでビデオを見つけることができます。ビデオは、デジタルコピーがはるかにスムーズで静かなエンジン動作を提供することを示しており、これを確認しています。したがって、コストの増加はそれ自体を正当化します。
すべてを一緒に入れて
すべてがその場所にありました。UIボタンまたはGコード命令を使用してステッピングモーターを制御することができ、モーターを親ねじに取り付けるだけで、キャリッジを両方の軸に沿って移動させることができました。
親ねじ速度と横方向変位の正確な比率がわからなかったため、試行錯誤しながらStepConfの正しい設定を求めました。このプログラムは、1回転あたりのモーターステップ、ドライバーのマイクロステップ、プーリーの歯の比率、送りねじのピッチなど、いくつかの値を要求します。これらの値がわからない場合は、「1インチあたりのステップ数」を意味する1つの値が乗算されることに注意してください。1つを除くこれらすべての値(どれに関係なく)が1に設定されている場合、最終的に残りの値は非常に多くなり、優れた精度で調整できます。
これを行うために、次のアルゴリズムに従いました。
- 左から右に移動して、キャリッジをおおよその既知の位置に移動します。CNC UIで、位置の値を0に設定して、オフセットをリセットします。
- .
- G-code 1” , Z1.
- .
- « » , « ». , 20 000, 1.015”, 20 000/1.015 19 704 .
- , 1” 1”.
キャリッジを一方向にのみ動かした後に測定を行うことは非常に重要です。親ねじには多少の遊びがある可能性が高いからです。反対方向に移動して測定を行うと、バックラッシュ量まで結果がずれます。
デジタルインジケータは旋盤に取り付けられたままであり、PCに入力された指示を実際のキャリッジの動きと比較するのがはるかに簡単になりました。私たちが開発したアルゴリズムに従うことにより、測定が行われた軸に関係なく一貫した結果が得られる1インチあたりのステップ数の値を取得する必要がありました。このアプローチはX軸に対してはうまく機能しましたが、Z軸を測定する場合、測定が行われた場所に応じて、結果は最大0.012インチまで変化しました。何かに重大な間違いがありました。
機械の改造。パート2
親ねじは不正確になる可能性がありますが、たわみが増加し、40インチすべてに沿って再び減少するように、ねじは非常に不良である必要があります。問題は、親ねじに加えて、他の歯車やウォーム歯車もZ軸に沿った動きに関与していたことでした。この関連するメカニズム全体の不正確さを説明する必要がありました。Z軸の反発も同様にひどいものでした。LinuxCNCにはこれを補正する方法がありますが、これには40インチの軸すべてに沿った各ポイントでの誤差を計算する必要があります。希望の精度を達成することはほとんど不可能でした。伝達メカニズムを変更する必要がありました。
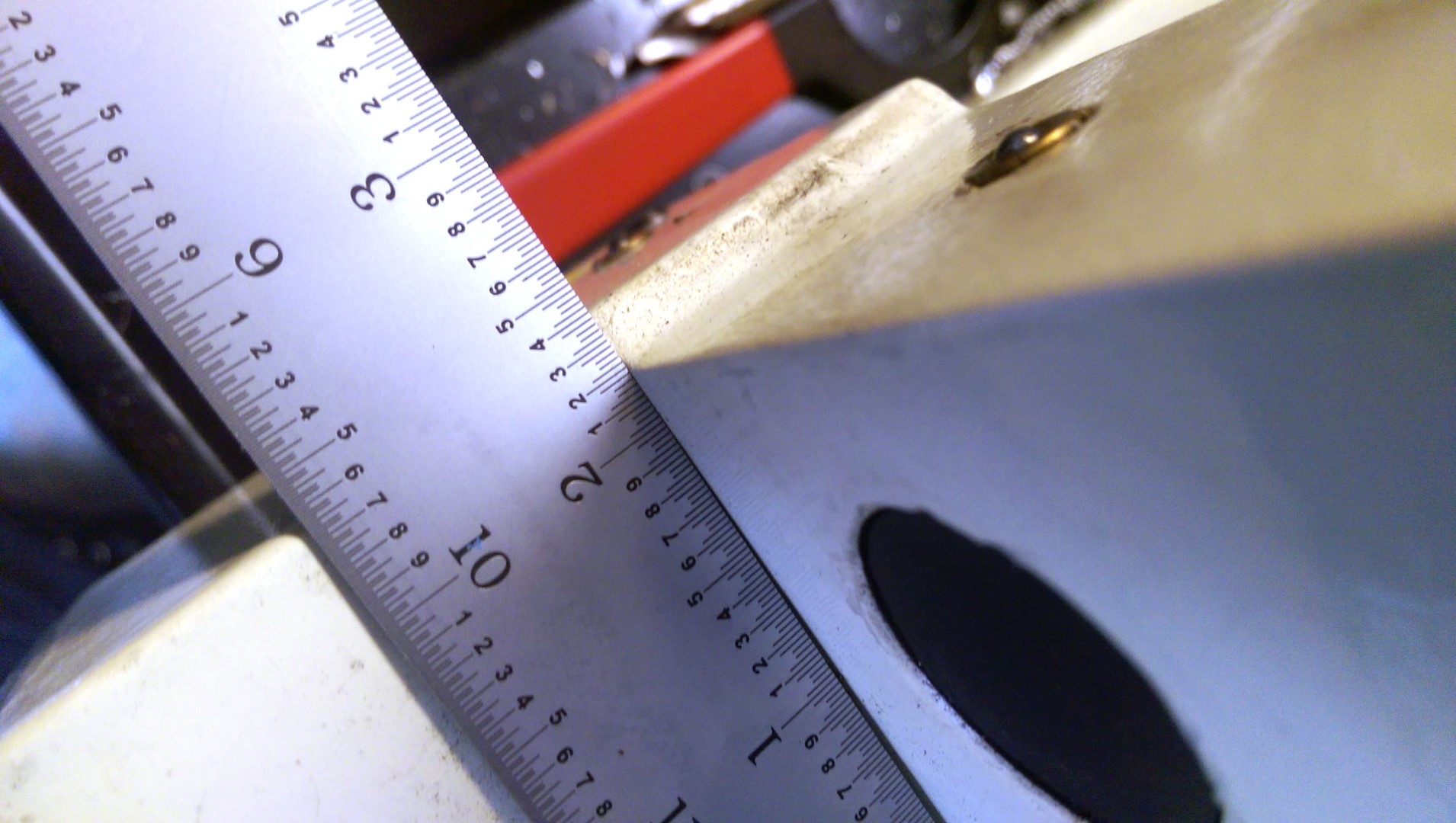
モーター軸Zの位置の位置の測定
精密ボールねじ(ボールねじ)はバックラッシュをほぼ完全になくすことができます。唯一の問題は価格です。ある会社は3,500ドルものボールねじを提供しました。ミズーリ州に本拠を置くRotonProductsからボールねじとナットを225ドルで購入することになりました。さらに、以前に購入したベアリングに合わせて調整する必要があり、地元の研削工場でさらに336ドルかかりました。このボールねじのバックラッシュはすでに0.007インチでしたが、少なくともプロペラの長さに沿って変化しなかったため、LinuxCNCでこれを簡単に補正できました。
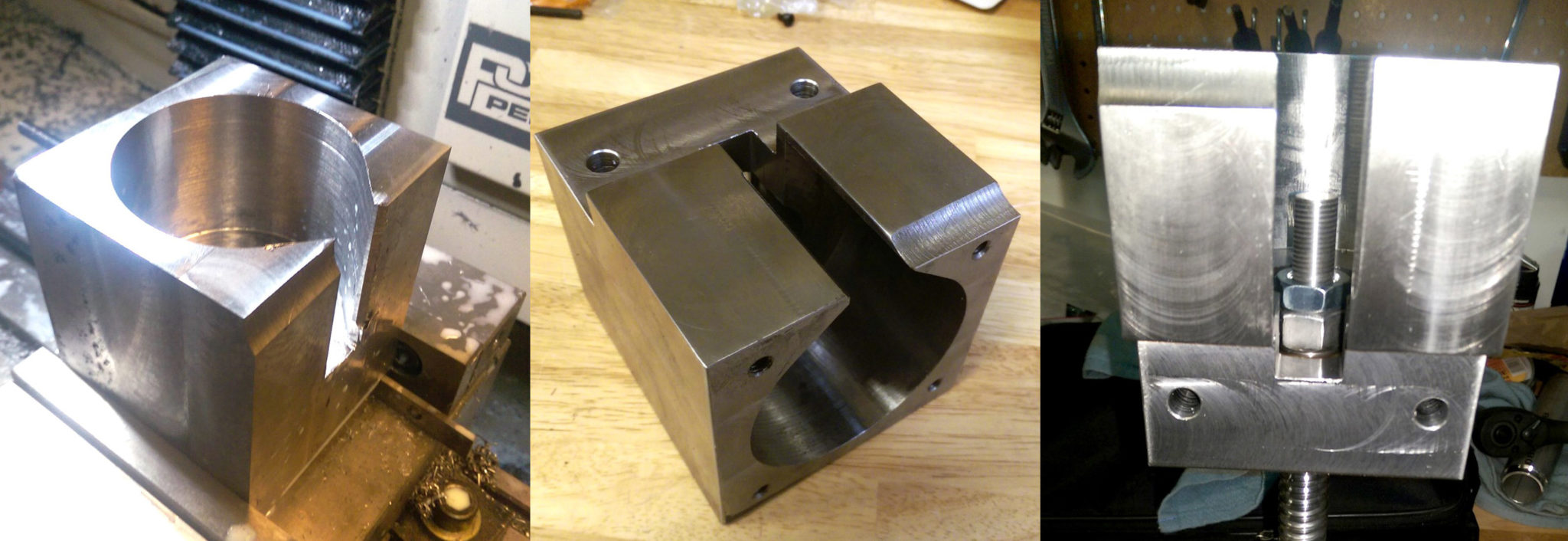
Z軸の2番目のモーターサポート:中央をカッターで切断し、ボールねじ
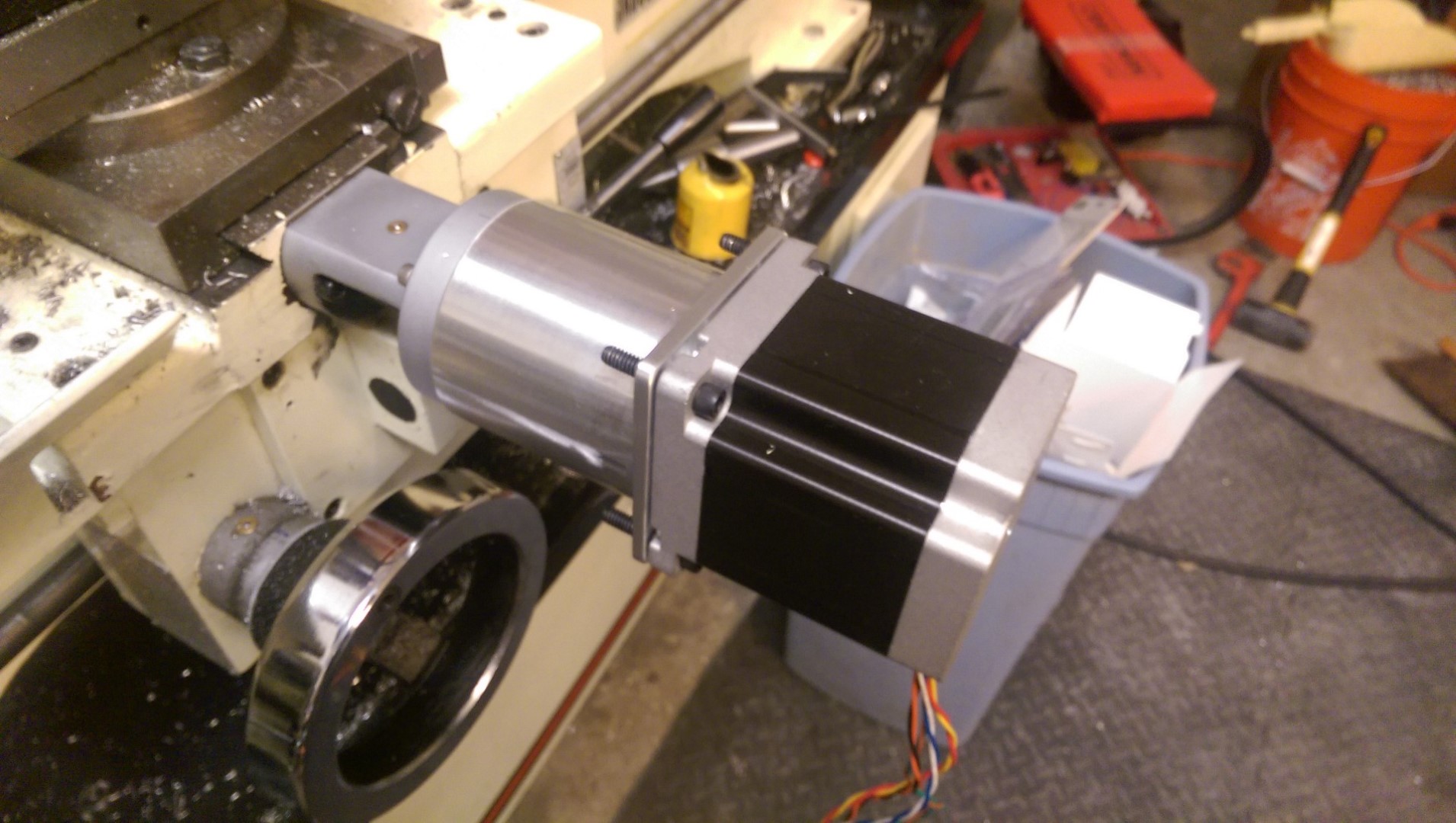
と一緒に機械加工して取り付けます。また、プーリーでベルトを取り外し、ボールねじの新しい留め具を作成して、ダイレクトドライブを行うことにしました。スピードモーターから実現できます。
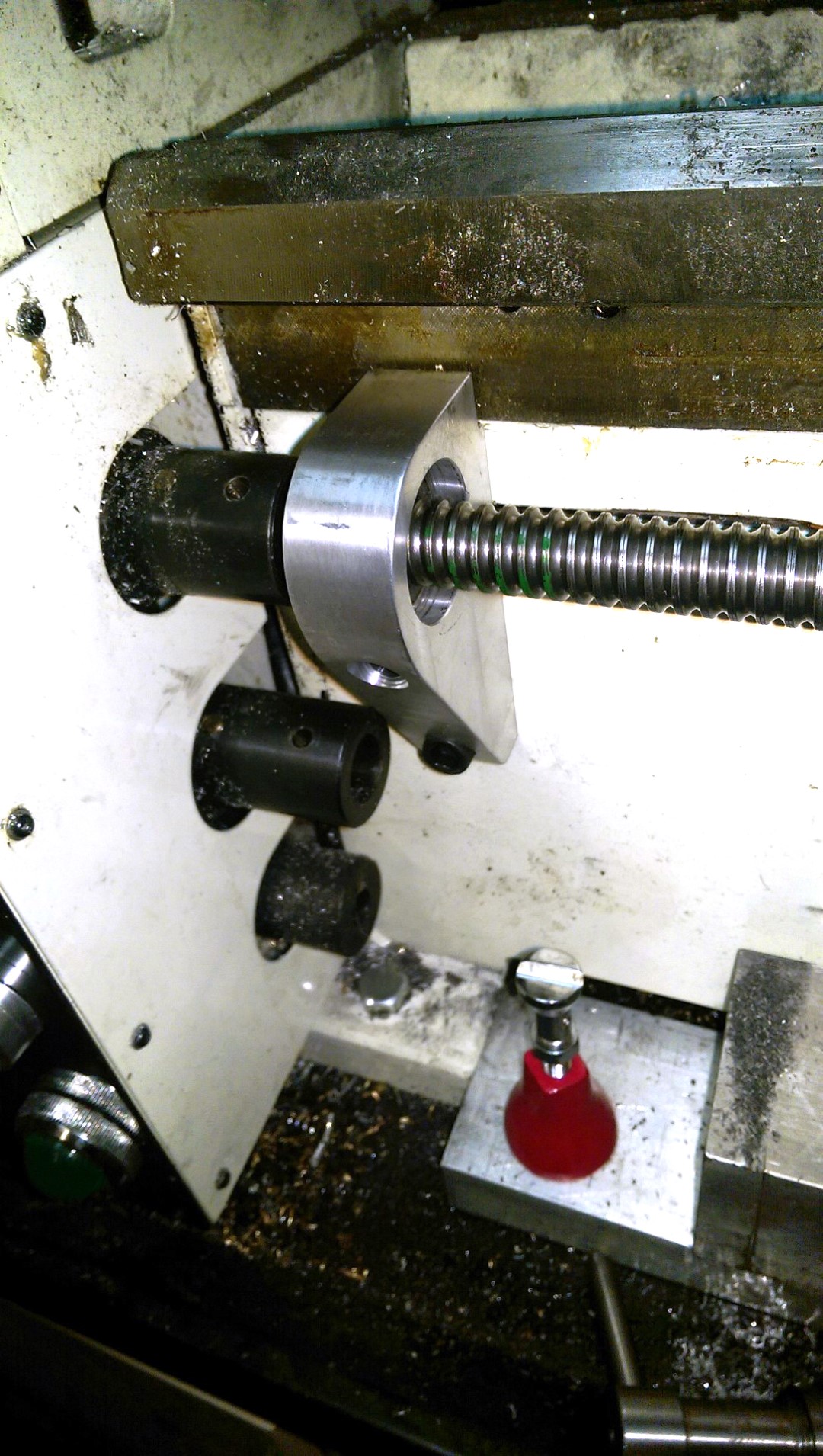
Z軸の主軸ボールねじの固定
シャフトの両端は1対1で固定されたスラストベアリングのペアで支えられており、回転を維持しながら動きをブロックします。シャフト自体は、干渉を受けてこれら2つのベアリングサポートの間に固定されます。
ステッピングモーター用に準備された新しいサポートを備えた改造旋盤
すべてのCNCには、機械が各軸のホームポジションを見つけることができるようにリミットスイッチが必要です。

リミットスイッチの取り付け
幸いなことに、手動制御ボックスを分解したところ、この目的に最適な2つのモーメンタリスイッチが各ドライブネジの便利な位置に配置されていることがわかりました。
配線は通常ケーブルダクトを介して行われますが、X軸の場合はそれを行わず、背面のコントロールボックスから前面から電力を供給されるX軸への配線をマシンの下に自由に吊るします。
仕上げ
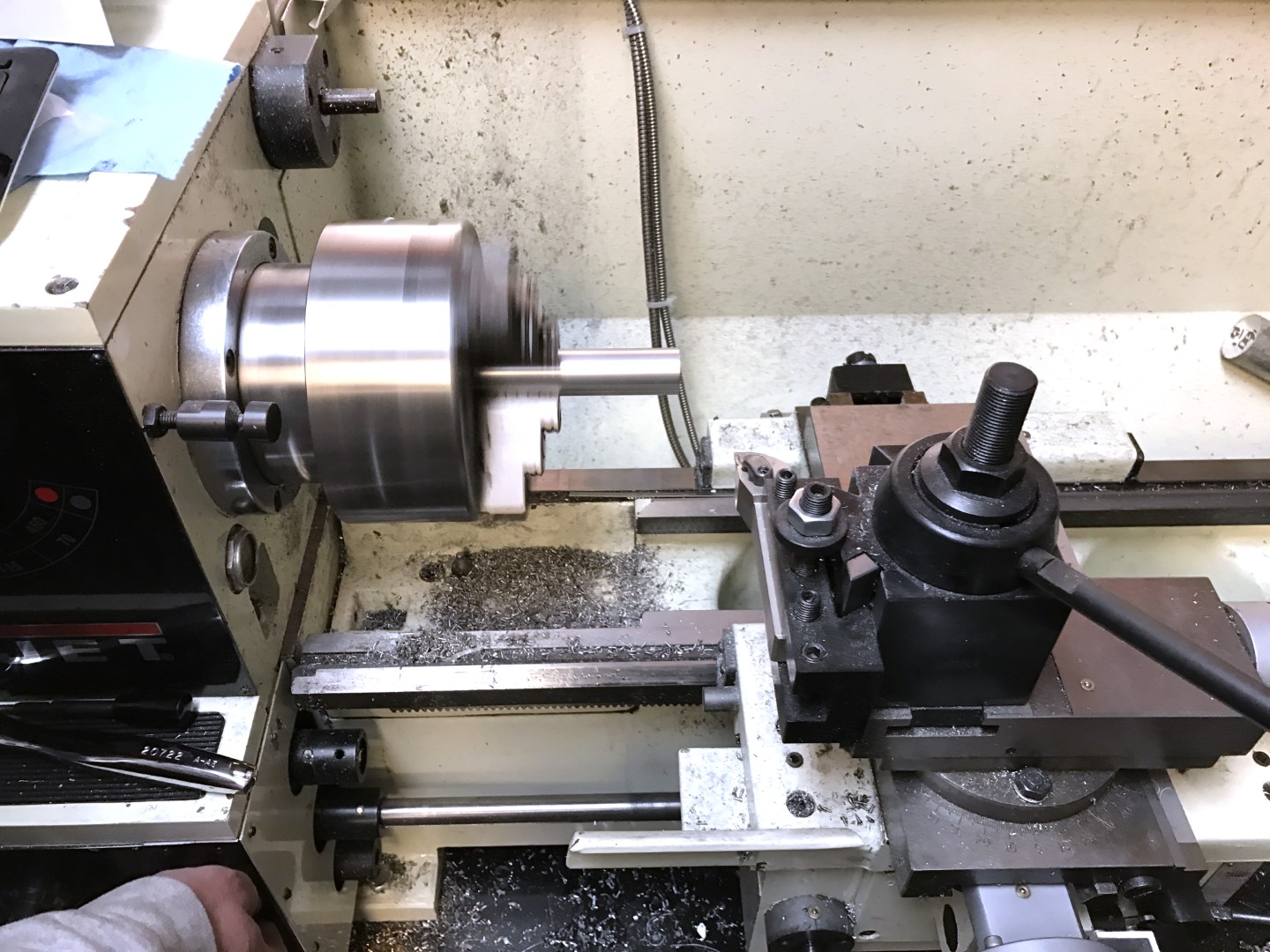
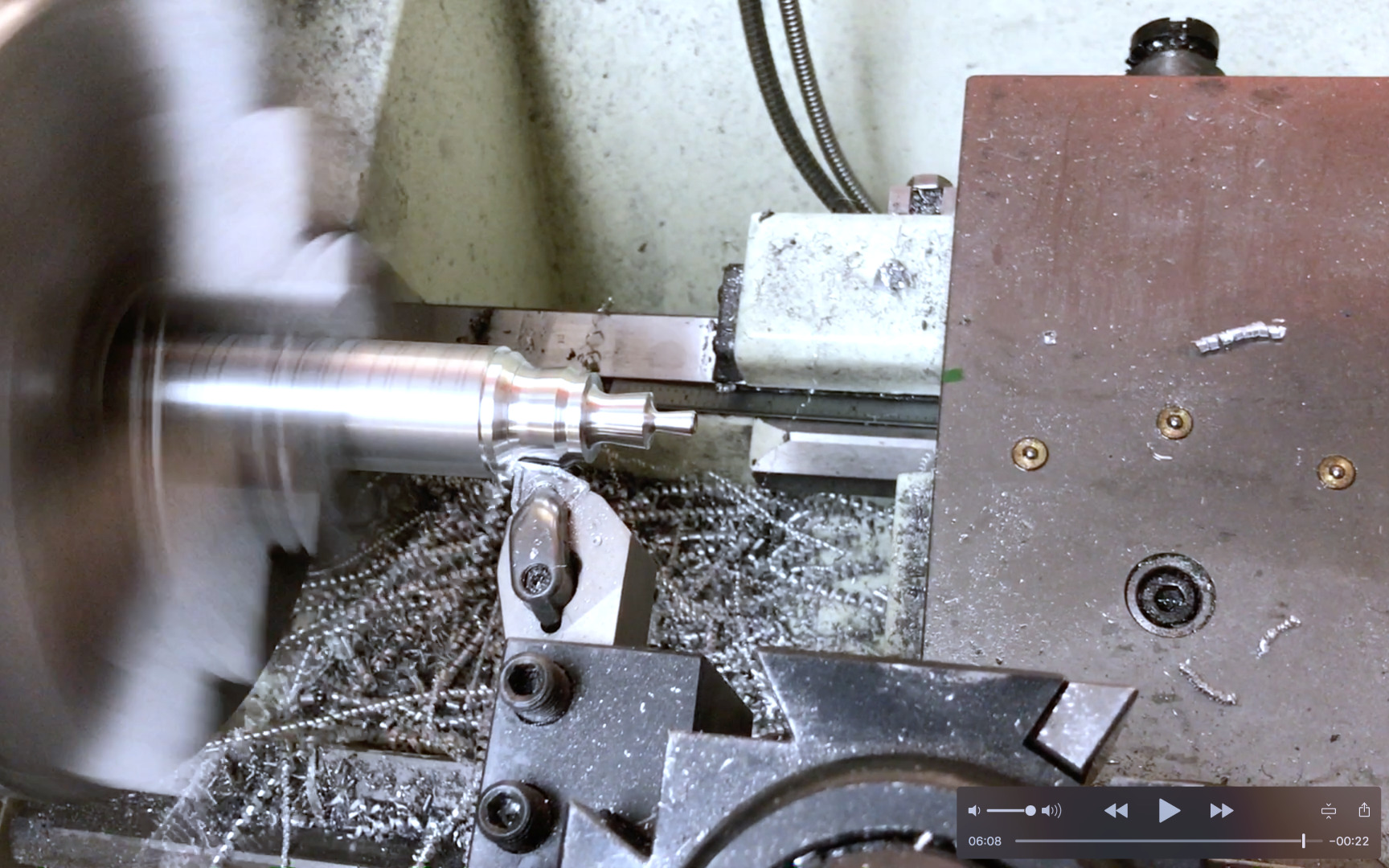
動作中のCNC旋盤。テストランこれで
、完全に機能するCNC旋盤ができました。 LinuxCNCは、UIが古いWindows 98
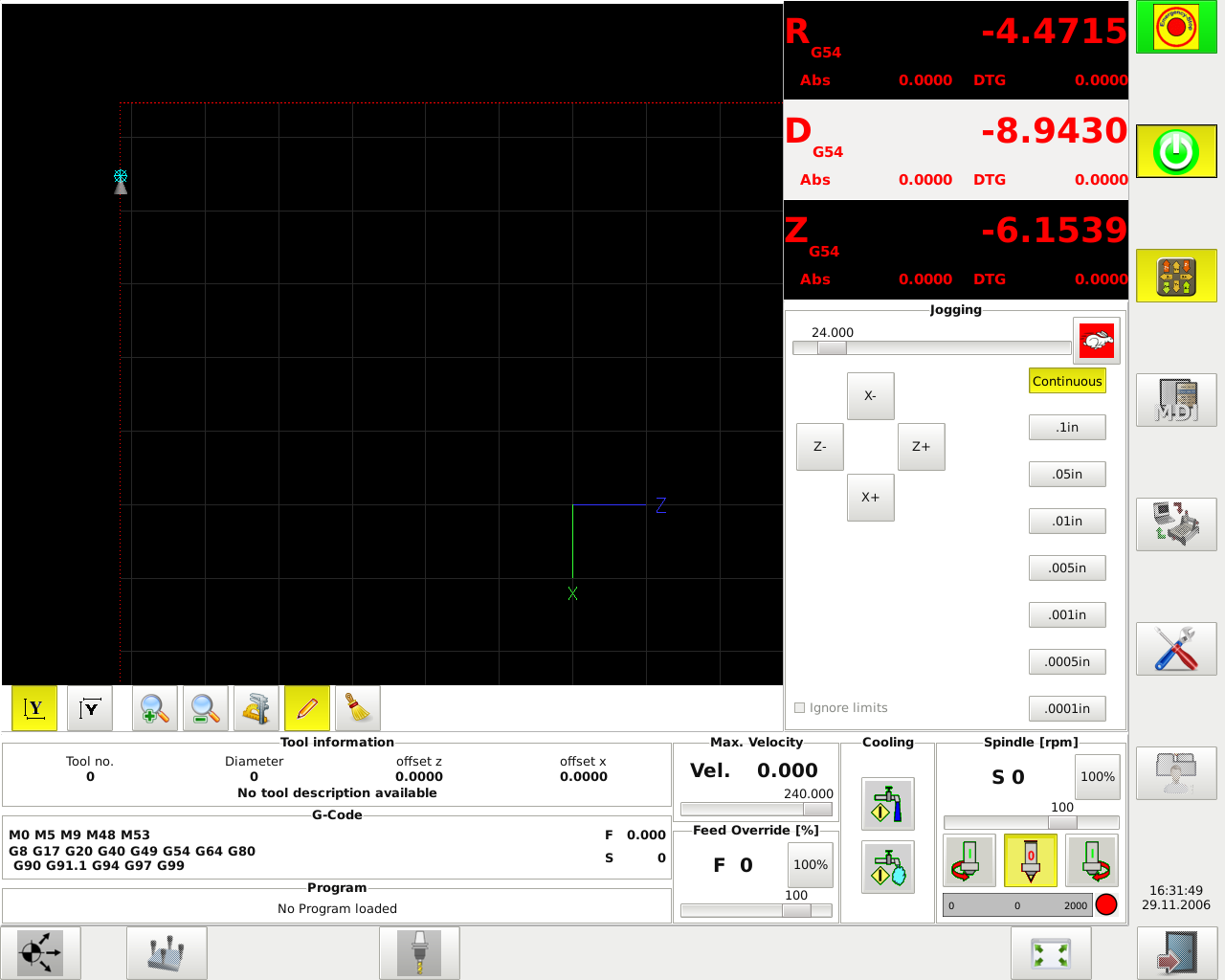
アプリに 似ていても、正常に機能し ました。LinuxCNCのスクリーンショット(マシンに接続されていないという事実を無視する方法を理解するまで、プログラムはロードされませんでした)
幸い、少しサーフィンをしました。フォーラム。見た目もパフォーマンスも桁違いに優れた2つの代替UI。
また、Linuxの場合は通常そうであるように、大量のフォーラムやドキュメントを読み、テキストファイルを編集して必要な構成を取得する準備をしてください。

ナイフ研ぎ器。ハンドルはCNC旋盤で作られています!
研ぎ用の完成したツール
将来的には、いくつかの改善を計画しています。
- このプロジェクトの結果、機械はねじ山を切ることができなくなりました。ただし、光スピンドル速度センサーからのフィードバックを実装できる場合、LinuxCNCはこの機能をサポートします。
- 低速で稼働しているオープンマシンの場合でも、クーラント(切削液)による液体冷却を追加すると非常に便利です。
- ボールねじとナットの間の公差を減らすために、4番目または5番目のボールごとにサイズが異なる新しいボールナットを注文することで、バックラッシュを制限できます。
- ボールねじは保護する必要があります。これを行うには、適切なカバーまたは少なくともそれをきれいにするためのブラシを作る必要があります。
